
A good OLED phosphor must do three things well: it must have the proper color coordinates (that is, the right shade of blue) to create a wide color gamut; it must be energy-efficient; it must have long lifetime. Currently, OLED panel makers use phosphorescent OLED phosphors for red and green, which do a good job of balancing all three requirements; and fluorescent phosphor for blue, which provides good color coordinates, poor efficiency, and just acceptable lifetime for television.
Incidentally, “lifetime” does not mean time until death; it means time until the initial luminance drops to a particular percentage. For instance, T95 is the time it takes for display luminance to drop to 95% of its original value. At T50, the display has dropped to 50% of it’s original output. When companies talk about lifetime, it is prudent to make sure which “lifetime” they’re specifying.
The chemistry of blue OLED phosphors has made it impossible until now to optimize the three characteristics simultaneously. However, at Display Week we saw two companies — KyuLux and Cynora — that are exploring a quantum-mechanical mechanism called thermally activated delayed fluorescence (TADF), which is a way of combining for blue the benefits of fluorescence (good color coordinates and better lifetime) with phosphorescence (efficiency).
As explained by Cynora’s Thomas Baumann, in TADF the singlet and triplet states are energetically very close to each other, which permits thermal energy to enable the triplet states to migrate to the singlet state. After a delay of a few picoseconds, fluorescent emission occurs from the singlet state with an internal quantum efficiency of 100%, since the (originally) triplet states and the singlet states are all captured. Color coordinates and efficiency are good, said Baumann, but material lifetime still needs work. Baumann anticipates customer qualification in 2017, a the first commercial panel incorporating the material in late 2018 or early 2019. But that assumes the lifetime issues are resolved in the next year. Baumann tried to sound optimistic about that, but this is the kind of material development issue that has not always yielded to optimism.
In the business conference, Junji Adachi, CTO of year-old Kyulux, described his company’s version of TADF, which Adachi called “hyperfluorescent” technology. The light output of normal TADF has a fairly wide spectrum, Adachi said, which limits color saturation. Kyulux claims to have solved this problem, hence the name “hyperfluorescence.” The technology is based on fluorescent materials but gets better a narrower spectrum – with 4X light output. Using evaporation, it is a simple matter to combine the TADF and host materials, Adachi said.
Kyulux CEO, Christopher Savoie, showed data indicating a lifetime (which lifetime?) 1600 hours at an initial 1000 cd/m² for TADF green. Okay, but what about blue? The company will announce blue lifetimes in September, said Savoie, but he claimed the latest blue materials have 20% external quantum efficiency (EQE) and long life.
The company said it has long life, high brightness and low cost. The company wants to work with other companies that make materials. The firm believes it can move back from Pentile structures to RGB. It is working with Kyushu University which has a cluster in Fukuoka, Japan. Recent investors in the latest round of investment in the company include Samsung Display, LG Display, Japan Display and JOLED. The company claims.
Given that neither Kyulux nor Cynora have yet to demonstrate in public long life for blue, should we be optimistic that a commercially suitable TADF blue will come to market before a phosphorescent blue does? Since UDC has been working on the phosphorescent blue problem for years, and to date has not suggested it is making significant progress, it is not unreasonable that TADF could win this horse race. On the positive side for Kyulux is its strong technical team from Sony, Samsung, Sharp, and Fuji Film; and its list of investors, which include Samsung Display, LG Display, JDI, and JOLED, as well as VCs.
 This handsome Huawei watch was shown in the UDC booth and uses UDC phosphorescent OLED materials (Photo: Ken Werner)
This handsome Huawei watch was shown in the UDC booth and uses UDC phosphorescent OLED materials (Photo: Ken Werner)
And there’s this, which you can interpret as a positve or negative, as you choose: A well-known person in the OLED display manufacturing world told me at Display Week, “TADF is mostly of interest because it bypasses UDC’s IP.”
UDC, which is generally close-mouthed about its activities, used its small booth to show a variety of commercial products that incorporate its phosphorescent red and green OLED materials, including a nice-looking Huawei watch. When I asked about blue, the agreeable rep said the company is “still working on blue. Working hard. Making progress.” Me: “You’ve been telling me that for ten years.” Rep: “It’s still true.”
 Samsung has a large lead in flexible OLED displays, but Tianma and other Chinese manufacturers have embarked on the long catch-up road. This 5.5-inch, 720×1280 flexible display bends to a radius of 20mm. (Photo: Ken Werner)
Samsung has a large lead in flexible OLED displays, but Tianma and other Chinese manufacturers have embarked on the long catch-up road. This 5.5-inch, 720×1280 flexible display bends to a radius of 20mm. (Photo: Ken Werner)
BackPlanes Also A Challenge
Other than the OLED front-plane materials, a huge challenge has been a manufacturable pixel-switch backplane that can drive OLED pixels with economy, stability, and long life. Samsung, and now others, solved that problem with low-temperature polysilicon (LTPS) for small and medium-sized displays, but the LTPS process is difficult to scale to large sizes, in addition to having issues of material waste and acceptable but less-than-ideal uniformity. LG uses an amorphous metal-oxide backplane, which has had yield and stability problems when used with OLED. The ideal would be using single-crystal silicon for the backplane, if anybody could figure out 1) how to do it technically, and 2) how to do it economically.
Now, a Canadian team from the University of Waterloo, Christie Digital Systems, and DifTek Lasers reports single-crystal “device mobility >300cm²/V•s in a scalable process suitable for electronic backplanes for large area OLED displays.”
The report was made in Display Week late-news poster paper P-190L, “Device Mobility >300cm²/V•s Using Planarized Single-Crystal Silicon Spheres for Large Area Display Backplanes,” by R. S. Tarighat and colleagues. The authors embedded single-crystal silicon spheres in a ceramic substrate and planarized the surface, and suggest this approach can be used to make large-area substrates having high mobility.
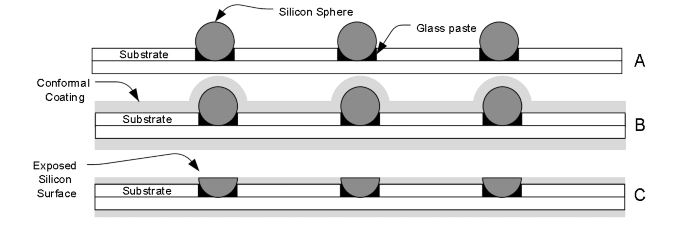 Process for making backplane for OLED displays using embedded and planarized single-crystal silicon spheres. (Figure: R. S. Tarighat et al.)
Process for making backplane for OLED displays using embedded and planarized single-crystal silicon spheres. (Figure: R. S. Tarighat et al.)
The authors developed a method for fabricating transistors on their backplane, and the performance results look very good indeed; just what you’d expect from single-crystal silicon. However, the backplane fabrication process requires grinding and etching. The authors performed these steps on a silicon-wafer-sized substrate because grinding and etching equipment for such sizes is readily available. But here’s the rub. How would a panel maker grind and etch a Gen 8 or Gen 10 substrate? If that question can be answered, and the process can be scaled up economically, this could be an important development. –Ken Werner, with reporting by Ken Werner and Bob Raikes